- Previous blog
- Next blog
- Huyett Marketing Department
- 09/16/2020
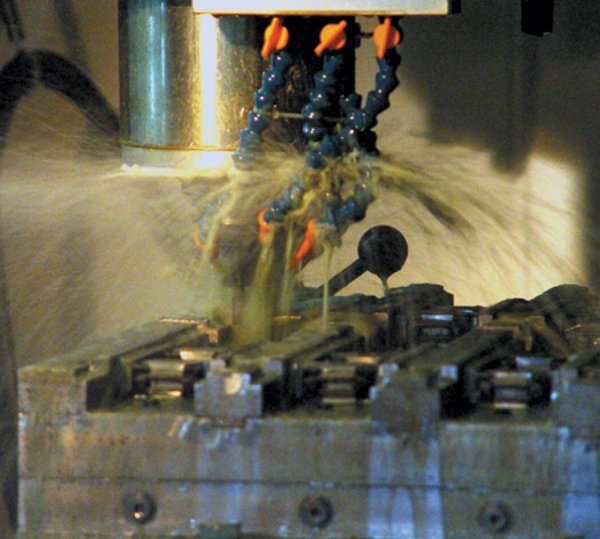
Special end designs or special dimension on non‑standard parts require a milling process. Milling is a multi‑point cutting process used to remove material from the face or periphery of a workpiece by a rotating cutting tool (also commonly referred to as a cutter or insert).
The cutting tool rotates rapidly as the workpiece is moved relatively to the cutting tool on a fixture. A fixture is a work‑holding device designed specifically to hold one or more workpieces tightly in place in order to reduce the amount of time needed to position or lock workpieces to the machine table. Milling is a violent and stressful process that is far more technical than it appears. The process requires rigidity in the fixtures as even slight movements can affect the finished results.
The travel path of the workpiece (via a worktable in the case of vertical milling – our primary production method), as well as the height of the spindle holding the rotating tool, is controlled numerically using Computer Numerically Controlled (CNC) technology. The rotating tool itself may be a solid piece or an insert – a lower cost method of high‑speed milling where tool wear and tool life are major considerations. With inserts, small teeth are installed and reused on three or more different corners, as opposed to one large end‑mill.
To increase operator throughput, pallets are deployed with changers on them. These pallet systems allow the operator to load and clamp unfinished pieces while the machine is in operation. The clamps themselves may deploy air or hydraulic systems helping to diminish machine downtime and operator fatigue from manual clamping of the parts onto the pallet or table.
Milling is used to modify the tolerances (dimensions) of parts, to install steps or cutouts in a part, or to drill and tap holes. Parts can be deburred in the machine after an operation using a tool change. Milling can also be used to modify the ends, such as Form A radial ends on shaft keys. Any process that uses a rotating cutter can be used in our mills, and with a wide range of tooling, tool holders, and insert choices, the options are almost endless.
Milling creates heat and as cold‑finished material is removed on the outside of a part, stresses that were reintroduced into the steel during cold‑finishing can affect the part and cause it to warp and bend. Warpage can be problematic when milling to modify tolerances and dimensions. Not only can the straightness of the finished part be compromised, but the ability to perform other secondary operations can be impaired as well. These distortions can be countered in one of two manners: first, the material can be stress relieved prior to milling. If this method is used, the parts may require heat treating after milling so as to return the material to the proper hardness. The second method is to mill both sides of the part, and to control the amount of material removed on each side of a part, as a percentage of total thickness.
Generally, the maximum amount of material that can be removed on carbon steel parts is 0.125″. For greater tolerance modifications, the part requires milling on both sides. Stainless steel is generally always milled on both sides, because of the presence of more stresses than carbon steel.
The minimum tolerance that can be held in tolerance modification using milling is 0.003″. Tighter tolerances can be realized using grinding as a secondary operation, but keep in mind that these operations are both time consuming and expensive.
Non-Milling Processes That Mimic Milling
Arbor Milling
Arbor milling can be used to produce keyed shafts, keyways, or the steps on keyways. An arbor mill works the same as an end‑mill except that the cutting takes place on a surface that runs parallel to the axis of rotation.
Broaching
Broaching is used to cut internal keyways into the inside diameter of a gear or sprocket, and to form the radius on a Form A shaft key. Broaching is a cutting operation where stock removal is built into the tool by having each successive tooth cut deeper into the material. The tools are long and tapered.
Shaping
Shaping is used to form the ends of radial shaft keys. Material is removed by a single‑point cutting tool that reciprocates across the face of a stationary workpiece to produce a sculpted surface. For shaft keys, the parts are stood up in the fixture and shaped in batches in just a few passes.
Shearing
Shearing is a high‑speed cutting process where an upper cutoff blade is passed by a lower blade, one of which is stationary, with a desired offset. It is an excellent production method for high‑speed production of shaft keys, both with square (Form B) and radial (Form A) ends.
Huyett has developed proprietary state‑of‑the‑art fixtures for milling shaft keys and profiles.
Learn More About Manufacturing at Huyett